





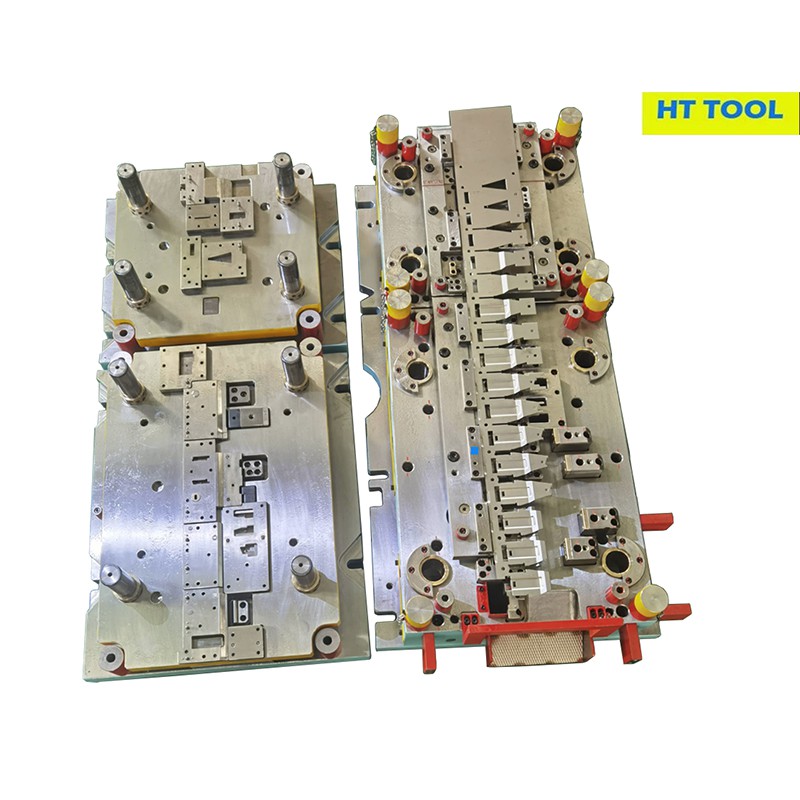
Bileşik Araç ve Aşamalı Araç
Ürün boyutu:2500L*700W*550H
Malzeme: Karbon çeliği, paslanmaz çelik, alüminyum levha, pirinç, bakır veya galvanizli sac vb.
Ürün Açıklaması
|
Ürün Adı |
Bileşik Araç ve Aşamalı araç |
|
Ürün No. |
HTSD-004 |
|
Ürün boyutu |
2500L*700W*550H |
|
Malzeme |
Karbon çeliği, paslanmaz çelik, alüminyum levha, pirinç, bakır veya galvanizli sac vb. |
|
Malzeme kalınlığı |
0.5-8mm veya özelleştirilmiş |
|
Yüzey işleme |
Çinko kaplama, toz boyalı, boyama, parlatma, fırçalama, krom kaplama, eloksal, kumlama vb. |
|
İşleme Ekipmanları |
CNC,EDM,Argie Charmilles,Freze Makinesi,3DCMM, |
|
Logo Yöntemi |
Lazer gravür, CNC gravür |
|
Endüstri uygulaması |
Otomotiv, Ev aletleri, Elektronik, Havacılık ve uzay |
|
Ambalajlama |
Ahşap kutu veya isteğiniz üzerine |
|
Test Tesisi |
Üç koordinat ölçüm makinesi, Mikrometre, kumpas, 3D tarayıcı |
|
Üretim yeteneği |
Yıllık 150 takım |
Bileşik aracın ve aşamalı aracın tanıtımı:
Bileşik damgalama kalıpları, bileşik kalıp tasarımı yardımıyla yapılır. Bu kalıp, her pres vuruşunda çeşitli görevleri yerine getirmek üzere yapılmıştır ve kesme ve delme gibi kesme işlemleri için kullanılır. Basit damgalama kalıplarına göre görevleri daha hızlı yapabilme yetenekleri nedeniyle, bileşik damgalama kalıpları karmaşık veya zor işler için daha uygundur.
Aşamalı takım damgalama, yüksek tekrarlanabilirliği nedeniyle uzun üretim süreçleri için idealdir. Bu metal damgalama yönteminde birden fazla kalıp istasyonuna sahip tek bir makine kullanılır. Damgalama işleminin gerçekleştirildiği her istasyon, stok malzemesinden oluşan metal bir şeridi otomatik olarak hareket ettirir. Bitmiş parça daha sonra son adım olarak şeritten kesilmelidir.


Bileşik takım ve Aşamalı Takım Süreci
Bileşik takım ve aşamalı takım, ilerici bir kalıp kullanarak büyük hacimli çalışmalar üretmek için uygun maliyetli ve verimli bir yöntem sunar. Kalıp, bir sac şerit makineye beslenirken benzersiz şekillendirme işlemlerini gerçekleştiren birkaç damgalama istasyonu içerir. Gerekli damgalama araçlarını tek bir kalıp setinde birleştirmek, damgalama projesinin verimliliğini artırır.
Aşağıdaki bileşenler ilerici bir kalıp için gereklidir:
❆Kalıp Seti
❆Kalıp Düğmeleri (burçlar)
❆Yumruklar
❆Zımba Tutucu
❆Plaka (bölüm)
❆Pimler
❆Sümüklüböcek Açıklığı
❆Striptizci
Bileşik araç ve aşamalı araç ayrıca alt astarlar, durdurma blokları, slaytlar veya sensörler gibi özellikleri de içerebilir. Bu bileşenlerin temel amacı malzemenin doğru şekilde işlenmesini sağlamaktır.
Aşamalı metal damgalama şu adımları takip eder:
Progresif kalıp, ileri geri hareket eden bir damgalama presinin içine yerleştirilir.
Pres yukarı doğru hareket ederek üst kalıbı da beraberinde getirir ve metal şeridin ekipmana beslenmesini sağlar.
Pres aşağı doğru hareket ettiğinde kalıp, damgalama işlemini gerçekleştirmek için kapanır.
Presin her vuruşunda kalıptan bitmiş bir parça serbest bırakılır.
Son kesme istasyonu, bitmiş parçaları taşıma hattından ayırır.
Hizmetlerimiz
CAE Analizi:Doğru CAE analizi, parça kalitesinin iyileştirilmesine ve ilerici metal damgalama transfer kalıbı ve diğer damgalama takımlama işlemlerinin optimize edilmesine yardımcı olur. Eşzamanlı mühendislik, ürün tasarımı incelemesi ve erken katılım, proje teslim süresinin kısaltılmasına yardımcı olabilir. Bu, ilerici metal damgalama CAE simülasyonumuzun örneğidir:
CAE simülasyonu

3D transfer kalıbı simülasyonu

Damgalama kalıbı tasarımı:Takım tasarım departmanımızda müşterilerimize tam kapsamlı hizmet sunabiliyoruz. Mühendisler, damgalama ve simülasyonun üretilebilirliğini sağlamak için AUTOFORM'u kullanıyor (çatlaklar, kırışıklıklar, geri tepme, telafi, videolar vb. ile ilgili çalışmalar mevcuttur). Eksiksiz 3D / 2D takım tasarımı için tasarımcılarımız (x9) UG yazılımını kullanır.
3D ilerici metal damgalamatasarım

3D transfer kalıbıtasarım

Proje yönetimi:Her aşamalı metal damgalama projesi için, konseptin başlangıcından mükemmel tamamlanmaya kadar tüm prosedürü yönetmek üzere bir proje mühendisi atayacağız. Güçlü mühendislik geçmişine sahip, İngilizce iletişimi iyi olan harika bir proje yönetim ekibimiz var. Bu, projenizin sorunsuz ve kontrol altında ilerlemesine yardımcı olur. Haftalık rapor ve güncellenmiş resimlerle bu projenin ayrıntılı bilgileri hakkında müşteriyi güncel tutacağız. Müşterinin projeyi aynı anda yönetmesi kolaydır. Kendimizi geliştirerek yüksek standartta müşteri hizmetleri sunacağız. Sadece bir telefon görüşmesi veya bir e-posta ile her zaman sizin için hazır olduğumuzu göreceksiniz.

Üretim maliyeti optimizasyonu:Süreç planlamasından takım tasarımına kadar müşterilerle yakın işbirliği içinde çalışırken, üretim istikrarı ve tekrarlanabilirliğini sağlarken malzeme kullanımı ve pres stroku oranlarını en üst düzeye çıkarmak ve takım istasyonu sayısını en aza indirmek için her zaman çok fazla kaynak ve çaba harcıyoruz.

Damgalama kalıbı imalatı:HT TOOL, müşterilerimizin tüm ihtiyaçlarını karşılamak için kendi bünyesinde aşamalı metal damgalama üretebilmektedir. Mühendislik departmanımız, parçalarınızın kalitesini sağlamak için yetenekli kadromuzla birlikte çalışır. Aşağıdaki tablo, işleme ekipman listemizdir:
|
Ürün No. |
Teçhizat |
Şartname (mm) |
Adet |
|
1 |
Pres Makinası |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Üçü bir arada besleme makinesi |
Genişlik 600 mm, kalınlık 0,5- 4,5 mm |
1 |
|
5 |
Üçü bir arada besleme makinesi |
Genişlik 1200mm, kalınlık 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Yüzey Taşlama Makinesi |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Manuel Taşlama Makinesi |
150*400 |
2 |
|
10 |
Dikey Delme Makinesi |
ф1~32 |
3 |
|
11 |
Radyal Delme Makinesi |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Freze Makinesi |
1150*500*500 |
2 |
|
14 |
Normal Tel Kesme Makinaları |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Hızlı Tel Kesme Makinaları |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D Tarayıcı |
650*550 |
1 |
Damgalama kalıbı denemesi:200T'den 800T'ye kadar Mekanik Preslerimiz mevcuttur.

200T Mekanik Pres
Maksimum masa boyutu: 2400*840*550mm

400T Mekanik Pres
Maksimum masa boyutu: 3300*1500*750mm

800T Mekanik Pres
Maksimum masa boyutu: 4200*1800*1200mm
Tek noktadan mağaza hizmeti:Çin işleme endüstrisinde sağlam kapasite ve önemli kapasiteye sahip profesyonel, ilerici bir metal damgalama üreticisi olan HT Tool and Die, küresel otomotiv sektöründe soğuk ve sıcak şekillendirme takımları, kontrol fikstürleri ve kaynak mastarları tasarlayıp üreterek müşterilere entegre bir çözüm sunuyor endüstri.
Damgalama Kalıpları Arasındaki Karşılaştırma: Basit ve BileşikölmekProgresif vs.metal damgalamaTransfer Kalıplarına Karşı
|
Özellik |
Basit Kalıp |
Bileşik Kalıp veya Kombinasyon Kalıp |
Aşamalımetal damgalama |
Transfer Kalıbı |
|
Operasyonlar |
Tek işlem |
Çoklu işlemler (tek vuruş). Tasarımla çok sınırlıdır. |
Çoklu işlemler (sıra). Tasarımla biraz sınırlı. Bazı karmaşık çizim işlemleri bir transfer kalıbı gerektirir |
Çoklu işlemler (istasyonlar arasında aktarım). Her türlü operasyon süreci mümkündür. |
|
İstasyonlar |
Bir istasyon |
Bir istasyon |
Çoklu istasyonlar |
Çoklu istasyonlar |
|
Karmaşıklık |
Düşük |
Düşük ila orta |
Yüksek karmaşıklık |
Yüksek karmaşıklık |
|
Kalıp testi ve kurulumu |
Kolay |
Zor |
Ilıman. Modüller karmaşıklığı azaltır ve kurulum verimliliğini artırır. |
Genellikle aşamalı olmaktan daha kolaydır ancak tasarımı da karmaşık olan aktarma ve kaldırma aygıtlarını gerektirir. |
|
Yeterlik |
Çok düşük |
Düşük |
Çok yüksek |
Yüksek. Gerekli aktarım işlemleri göz önüne alındığında, aşamalı olmaktan daha yavaştır. |
|
Maliyet |
Düşük takım maliyeti, yüksek parça birim maliyeti |
Orta takım maliyeti, orta parça birim maliyeti |
Yüksek takım maliyeti, çok düşük parça birim maliyeti |
Normalde aşamalı olana göre daha yüksek takımlama ve birim maliyet |
|
Üretim hacmi |
Düşük hacim |
Orta ila yüksek hacim |
Yüksek hacim (seri üretime uygun) |
Yüksek hacimli, (seri üretime uygun) |
|
Uygunluk |
Basit parçalar |
Basit parçalar |
Karmaşık parçalar |
Daha büyük ve/veya içbükey parçalar, karmaşık parçalar |
|
Malzeme kullanım oranı |
Orta ila yüksek |
Orta ila yüksek |
Ilıman. Pilotlara ve taşıyıcılara duyulan ihtiyaç malzeme kullanımını azaltabilir. İyi bir tasarım, üretilen hurdayı büyük ölçüde azaltabilir. |
Orta ila yüksek |
|
Körleme işlemi |
1 vuruş |
1 vuruş |
Son operasyon |
İlk operasyon |
Bileşik takım ve aşamalı takım Uygulama:

Bileşik araç ve aşamalı araç için Nakliye ve Paketleme:

Bileşik takım ve aşamalı takım için teslim süresi:
|
|
Aşamalı Araç |
Bileşik Aracı |
||||
|
Kurşun zamanı |
Küçük ölür ( 1 M'den küçük veya ona eşit ) Haftalar |
OrtaBoyut ( 2 M-3M ) Haftalar |
Büyük Boyut (3M- ) Haftalar |
Salışveriş merkeziBoyut 2000 mm'ye eşit veya daha az haftalar |
MEdium ölür 2000-3000M haftalar |
Büyük Boy 3000 mm'den büyük veya eşit haftalar |
|
Simülasyon |
2 -3,5 hafta |
3.5 -5.5 hafta |
5,5 hafta |
2 -3,5 hafta |
3.5 -5.5 hafta |
6 hafta |
|
Tasarım |
||||||
|
Model |
|
|
|
0,5 hafta |
0,5 hafta |
1 hafta |
|
Döküm/çelik |
0.5 -1 hafta |
1 hafta |
1,5 hafta |
3 hafta |
4 hafta |
4 hafta |
|
Üretme |
2.5 -3.5 hafta |
3.5 -5.5 hafta |
7 hafta |
2.5 -4 hafta |
3.5 - 5.5 hafta |
7 hafta |
|
Isıl işlem |
||||||
|
Toplantı |
3 - 4 hafta |
5 - 10 hafta |
10 hafta |
3 - 4 hafta |
5 - 10 hafta |
10 hafta |
|
Lazer kesim parçaları |
||||||
|
Alet parçaları kapalı |
||||||
|
Tamam Parçalar |
||||||
|
Satın al |
||||||
|
Toplam |
8 -12 hafta |
13 -22 hafta |
24 hafta |
11 -15 hafta |
16.5 -25.5 hafta |
28 hafta |
SSS:
Farklı kalıp türleri nelerdir?
✹Farklı Kalıp Türleri
✹Basit Kalıp.
✹Bileşik Kalıp.
✹İlerici Kalıp.
✹Transfer Kalıbı.
✹Kombinasyon Kalıbı.
✹Çoklu Kalıp.
✹Yuvarlak bölünmüş Kalıp.
✹Ayarlanabilir Kalıp.
Bileşik Aracın Tanımı ve Süreci?
Bileşik Takım Damgalaması, kesme ve şekillendirme gibi birden fazla işlemin tek bir vuruşta tamamlanması açısından Aşamalı Takım Damgalamadan farklıdır. Bu yöntem, bir şefin tek bir hızlı hareketle birden fazla kesme işini gerçekleştirmesine benzer.
Aynı anda birden fazla özelliğin eklenmesi gereken düz parçaların üretiminde özellikle etkilidir. Bu tek stroklu yaklaşım, yüksek hassasiyet ve hizalama sağlayarak onu olağanüstü boyutsal doğruluğa sahip parçalar için ideal kılar.
Bileşiğin AvantajlarıTakım Damgalama?
Bileşik Takım Damgalamanın birincil avantajı hassasiyetidir. Tek bir strokta birden fazla işlem yürütüldüğünden, işlemler arasındaki yanlış hizalama riski en aza indirilir ve bu da son derece hassas parçalarla sonuçlanır.
Bu yöntem aynı zamanda düz bileşenlerin üretiminde de etkilidir, çünkü diğer yöntemlere kıyasla gereken vuruş sayısını azaltır ve böylece üretimi hızlandırır.
Ek olarak, Bileşik Takım Damgalama daha az hurda malzeme üreterek maliyet tasarrufuna ve çevresel sürdürülebilirliğe katkıda bulunur.
Dezavantajlar ve SınırlamalarBileşik aracının
Bileşik Takım Damgalamanın sınırlamaları arasında, genellikle yüksek hızlı seri üretim yerine daha ayrıntılı ve hassas işler için kullanıldığından Aşamalı Takım Damgalamaya göre daha düşük üretim hızı yer alır.
Ayrıca birden fazla bükme veya şekillendirme işlemi gerektiren karmaşık parçalar için daha iyi yöntemler mevcuttur. Üretilebilecek parçaların karmaşıklığı ve derinliği sınırlıdır, bu da bu yöntemin daha basit, daha düz bileşenler için en uygun olduğu anlamına gelir.
Popüler Etiketler: bileşik alet ve ilerici alet, Çin bileşik alet ve ilerici alet üreticileri, tedarikçiler, fabrika, Mobilya Donanım Damgası Ölüm, Yüksek hassasiyetli damgalama kalıbı, Yüksek hızlı damgalama, Diğer metal damgalama kalıpları, Prototip Die, Yumruk perçinleme ölümü
Bir çift
Progresif Alet Sac LevhaBunları da sevebilirsiniz





Soruşturma göndermek